|
 |
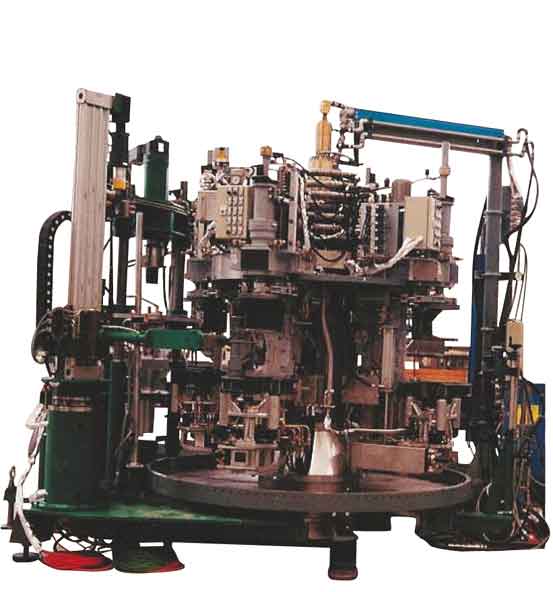
The blowing machine is based on the roundtable carrying the blowing stations and on satellite or
functional stations. The functional stations indicate the production steps which the individual glass
item goes through. The number of blowing stations indicates the production rate. One main feature of
the blowing machine designed by Füller is the fact, that the parison is pre-moulded in the first satellite
or functional station, which is situated between the feeder and the blowing roundtable. To separate
the pre-moulding process from the blowing process saves tool costs and allows to optimize each
production step. The parison mould is mounted onto a telescope unit which performs a linear horizontal
as well as a vertical movement. The parison mould may thus be moved right underneath the orifice
of the feeder for gob-feeding or for a continuous casting feeding mode. A very careful feeding process
may thus be achieved, since continuous casting allows to work with higher working temperatures and
extremely homogenous glass.
After the parison mould is fed with a precisely defined quantity of glass in the feeding position, the
parison is pre-moulded in the moulding position. The pre-shaped parison is then transferred to the
roundtable for blowing by the neckring unit. There are several possibilities to pre-shape the parison.
Depending on the production target, a deep parison or only a pastille can be pressed. It is also
possible to pre-press the parison and to draw a seamles stem already in the parison mould with
vacuum. A special mould-layout (of the parison mould as well as the blow mould) allows to use the
vertical movement of the substation of the blowing station for squeezing a foot out of the vacuumdrawn
stem � allowing to produce stemware in one piece (however implicating limits on design since
the stem is short and thick). A modular swinging arm, which may be integrated into the external
pre-moulding station, also allows to use the suck-and-blow production mode. The parison is also
transferred to the roundtable for blowing by the neckring unit.
Before the blow moulds are closed and the blowing process is started, the shape and temperature
distribution of the parison can be precisely influenced in a conditioning station using air-nozzles,
burner systems, gravity, vacuum and blowing-air for pre-blowing. This allows to optimize the shape of
the parison, to control the wall-thickness distribution very precisely and to further improve the glass
quality.
After the parison has been conditioned, the blow-mould is closed and the blowing process is started.
The welding station, which is equipped with a double-headed burner system, allows to weld a pressed
stem or foot to the goblet bowl or the vacuum-drawn stem, while the blow-mould is still closed for
blowing. After cooling, the blown glass item reaches the take-out station, where it is fully automatically
taken out and is made available for further processing or annealing.
|